Jako inżynier testu często słyszę pytanie: jak najlepiej podłączyć tulejki (receptacle) w fiksturze – żeby było niezawodnie, serwisowalnie i bez zbędnych kosztów. Poniżej proste, praktyczne porównanie 3 popularnych opcji:
- wire-wrap (obwijane), 2) lutowanie do tulejki, 3) tulejki dwustronne („wireless”) z igłą po obu stronach + dolna płytka pośrednia (np. INGUN KS-075 WL).
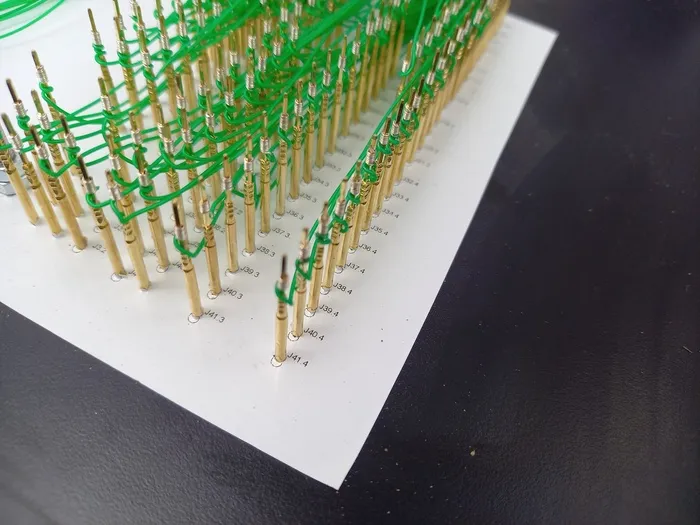
1) Wire-wrap (obwijane przewodem)
Na czym polega: tulejka ma kwadratowy słupek; cienki przewód owija się wieloma zwojami specjalnym narzędziem, tworząc połączenie mechaniczno-elektryczne bez lutowania.
Kiedy użyć
- Gdy chcesz uniknąć ciepła lutownicy (ryzyko przegrzania sprężyny w sondzie).
- Gdy przewidujesz częste modyfikacje okablowania albo automatyczne wiązkowanie (wire-wrap bywa szybki przy seryjnym okablowaniu).
Plusy
- Połączenie stabilne i powtarzalne (gazoszczelny docisk zwojów).
- Brak topnika i nadpływów cyny → czystsza fikstura.
- Łatwiejszy rework niż wylutowywanie z zatłoczonej wiązki.
Minusy
- Wymaga specjalnych tulejek wire-wrap i narzędzi.
- Większy „bałagan przewodów” – dłuższe trasy, wyższa indukcyjność; przy pomiarach szybkich sygnałów może to mieć znaczenie.
- Potrzebna dobra dokumentacja wiązki (opis przewodów, kolorystyka, trasy).
Dobre praktyki
- Używaj przewodu i średnicy słupka zgodnie ze specyfikacją tulejki.
- Wiąż/wiązuj wiązki (opaski, oplot), dawaj odciążenie na wyjściu z płyty.
- Oznaczaj przewody (heat-shrink z opisem) – skrócisz serwis.
2) Lutowanie przewodu do tulejki
Na czym polega: przewód jest przylutowany do kubka lutowniczego, oczka lub pinu w tulejce (albo do krótkiej „pigtail” fabrycznie przylutowanej).
Kiedy użyć
- Gdy liczy się kompaktowość i niska rezystancja toru.
- Gdy wiązka jest prosta i stała (rzadkie zmiany).
Plusy
- Najniższy koszt jednostkowy i największa dostępność komponentów.
- Mała objętość połączenia; dobra rezystancja kontaktu.
- Możliwość prefabrykowanych tulejek z przewodem (szybszy montaż).
Minusy
- Ryzyko przegrzania sprężyny sondy przy nieumiejętnym lutowaniu.
- Topnik i pozostałości → konieczna higiena montażu (mycie).
- Rework wolniejszy niż w wire-wrap (rozlutowywanie w wiązce).
Dobre praktyki
- Lutuj krótko i punktowo; stosuj groty o małej pojemności cieplnej.
- Czyść topnik; stosuj odciążki (tie-downs) na wiązce.
- Testuj ciągłość i rezystancję torów po montażu.
3) Tulejki dwustronne („wireless”) + dolna płytka pośrednia
(np. INGUN KS-075 WL lub receptacle „double-ended” innych producentów)
Na czym polega: tulejka ma sprężynujący styk z góry i z dołu. Z góry dotyka punktu testowego DUT, z dołu dociska do padów dolnej płytki pośredniej (translator board). Znika większość okablowania – sygnały „schodzą” sprężyną prosto na dolny PCB, a stamtąd krótkim złączem/kablem do urządzeń pomiarowych.
Kiedy użyć
- Gdy chcesz ograniczyć okablowanie, skrócić montaż i ułatwić serwis.
- Średnie/duże serie, gdzie liczy się czas przezbrojenia i czystość wnętrza fikstury.
- Gdy zależy Ci na lepszej spójności torów (krótsza ścieżka, mniejsza indukcyjność niż „wiązka spaghetti”).
Plusy
- Mało przewodów → porządek, powtarzalność, łatwy serwis (wymieniasz głównie sondy/top tips).
- Szybszy montaż i krótsze czasy napraw.
- Lepsza integralność sygnału (krótkie odcinki, kontrolowana geometria na dolnym PCB).
Minusy
- Wyższy koszt komponentów (tulejki „wireless”, dolny PCB, dokładniejsza mechanika).
- Wysokość stosu (Z-height) – trzeba zaplanować przestrzeń i sztywność barierek.
- Dwa styki szeregowo (góra + dół) → kluczowa jakość utrzymania (czyszczenie, wymiany).
Dobre praktyki
- Projektuj dolny PCB jak „interfejs pomiarowy”: grubsze złocone pady pod dolne igły, krótkie ścieżki, dobre uziemienia.
- Zapewnij prowadzenie i planarity: piny prowadzące, ograniczniki, równe podparcie płyty tłoczącej.
- Ustal cykle konserwacji (czyszczenie, wymiana zużytych sond).
Szybkie porównanie (TL;DR)
- Wire-wrap – elastyczny i „zimny” montaż bez lutowania; świetny do prototypów i częstych zmian okablowania.
- Lutowanie – najtańsze i kompaktowe; dobre przy stałej wiązce i krótkich trasach.
- „Wireless” + dolna płytka – najmniej kabli, najlepsza powtarzalność i serwis w produkcji; większy koszt początkowy, wymaga dopracowanej mechaniki.
Na co jeszcze zwrócić uwagę niezależnie od metody
- Dokumentacja wiązki (schematy, etykiety, kolory) – skraca serwis i rework.
- Odciążenie przewodów (strapy, oploty) – chroni złącza i lutowania.
- Kontrola rezystancji torów i test ciągłości po montażu.
- Plan utrzymania: czyszczenie sond, przeglądy okresowe, cykle wymian.
- ESD w ICT/FCT – materiały dissipative na kontaktach z DUT; HV w HVT – odpowiednie izolacje i prześwity.
Jak my to robimy w DARNOK
Dobieramy metodę pod wolumen, typ testu (ICT/FCT/HVT) i wymagania serwisu. Dla nowych projektów zwykle rekomendujemy:
- Prototypy / częste zmiany → wire-wrap lub lutowane tulejki (szybkie iteracje).
- Produkcja / czystość i powtarzalność → tulejki dwustronne + dolna płytka.
Na życzenie klienta przygotowujemy poszycia kablowe i połączenia wedle preferencji i dokumentacji klienta.